Engineered for high-intensity commercial installations, structural illumination, and advanced system integrations.




The global transition toward architectural integration, smart cities, and human-centric commercial lighting has positioned flexible linear light vectors as a foundational technology. As speculative construction and enterprise-level retrofitting demand higher optical performance, the criteria for selecting manufacturing partners have evolved beyond simplistic cost-per-meter parameters. Today, procurement officers evaluate suppliers based on chromaticity control, thermal copper-substrate weight, SMT component density, and mechanical-structural engineering integration.
Modern strip light manufacturing relies on intricate supply chains where raw semiconductor dies, flexible printed circuit boards (FPCBs), and advanced encapsulation chemistries converge. High-efficacy linear systems demand precise phosphor formulation to maintain MacAdam Ellipse consistency within 2-step or 3-step SDCM (Standard Deviation of Color Matching). Without these stringent control vectors, large-scale commercial installations suffer from noticeable chromatic drift, degrading brand environment standards and failing spatial aesthetics. The industrial landscape is divided between simple assembly shops and integrated Industry 4.0 factories capable of handling sub-component synthesis, high-speed SMT array placement, and structural environmental protection processes.
Transitioning from discrete SMD arrays to Chip-on-Board (COB) and Chip Scale Package (CSP) configurations eliminates pixelation, enhances thermal dissipation pathways, and provides seamless uniform light emission without secondary diffusers.
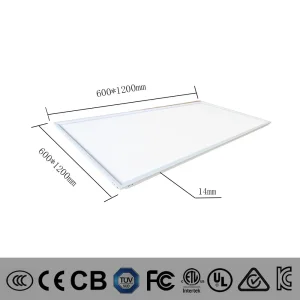
Using 3oz electrolytic rolled-annealed copper substrates preserves trace integrity, prevents localized thermal bottlenecks, and reduces voltage drop over extended runs of up to 15 meters on single-feed inputs.
Direct architectural protocol integration supporting DALI-2, DMX512, RDM, and wireless ecosystems (Zigbee, Matter) ensures smooth dimming control down to 0.1% without low-frequency pulse-width modulation (PWM) flicker.
Established in 2006, Foshan Jable Light Co., Ltd. has established itself as an authoritative manufacturer within the architectural and commercial lighting industry. Headquartered in Foshan, China—a global hub for advanced hardware engineering—the enterprise operates a modern manufacturing facility spanning more than 20,000 square meters. By employing over 300 skilled technicians and engineers, Jable Light bridges the gap between high-capacity output and customized technical tailoring.
The facility is anchored by 8 advanced production lines, incorporating processes from structural stamping, precision spinning, and high-pressure injection molding to electrostatic powder coating and general clean-room assembly. This comprehensive in-house supply capability ensures tight quality control and protection against raw material supply shocks. With a yearly turnover exceeding USD 30,000,000 and an annual production capacity growth rate averaging 30%, the company handles large-scale global deployments for real estate development, commercial high-rises, and industrial projects.
Operational control at Jable Light is governed by strict 7S workplace management and certified compliance under the TÜV ISO9001:2015 Quality Management System. The company's focus on international quality standards is demonstrated by its certifications, including ETL, cETL, UL, CE, and IP44/IP67 ratings. These certifications ensure that products comply with strict local safety and performance codes in Europe, North America, and other markets.
The modern linear lighting sector relies heavily on manufacturing resilience. China's industrial clusters, particularly in the Pearl River Delta, provide a supply of raw components, specialized engineering talent, and logistical infrastructure. However, the true differentiator for top-tier suppliers is the transition to Industry 4.0 paradigms: utilizing automated SMT (Surface Mount Technology) lines, inline AOI (Automated Optical Inspection) systems, and real-time environment-controlled aging chambers.
By controlling the manufacturing process from raw material validation to final packaging, leading factories reduce failure rates to less than 50 parts per million (PPM). This end-to-end control prevents errors associated with outsourced assembly, such as copper trace oxidation, cold solder joints, or inconsistent phosphor deposition.








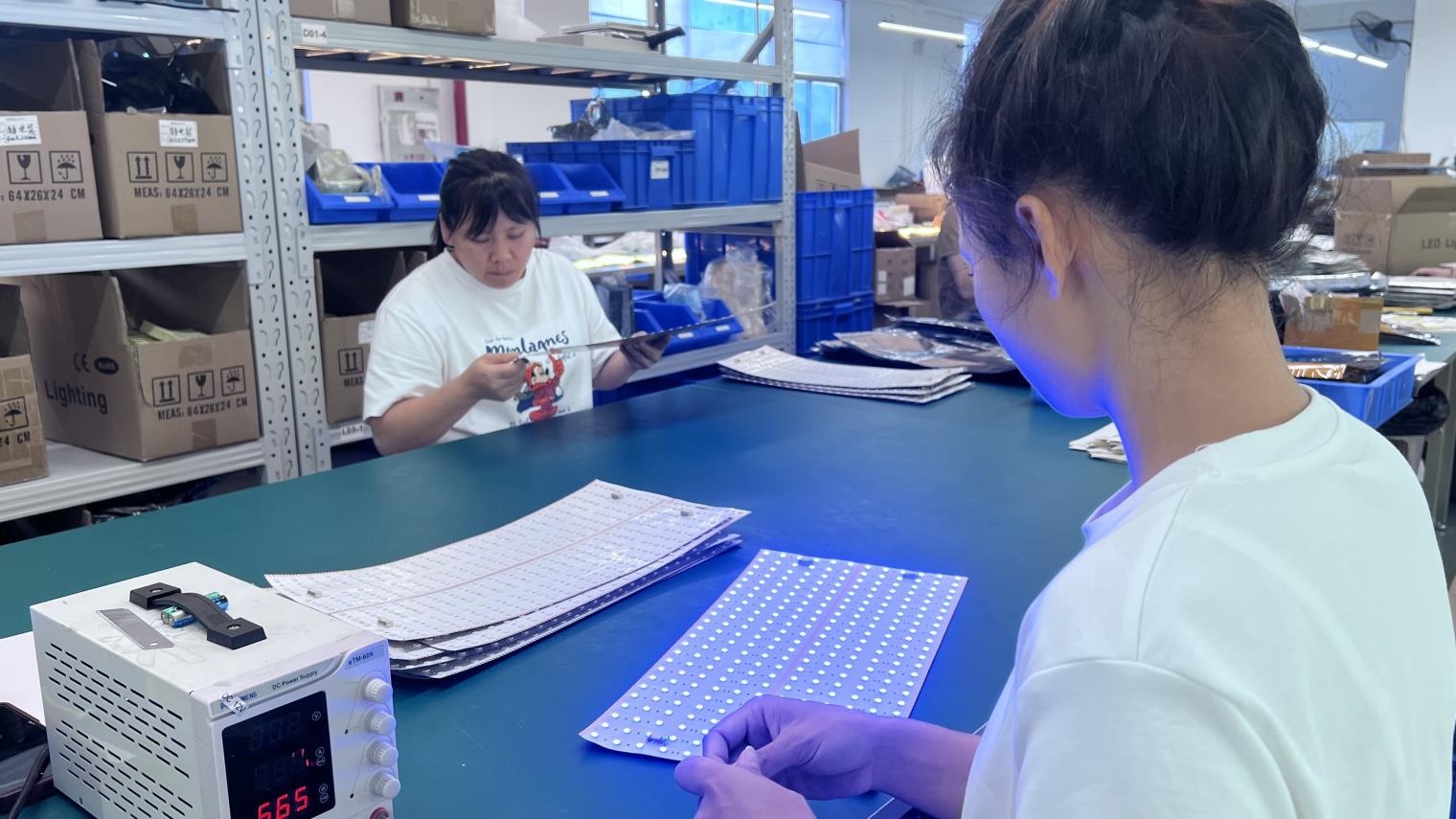



The manufacturing process begins at the Raw Materials Storage level, where incoming FPCBs, solder pastes, and LED diodes are stored in moisture-controlled, ESD-protected zones. Moving to the SMT Lines, stencil printers apply solder paste before high-speed pick-and-place machines position the diodes. The circuit board then enters the Reflow Oven Station, where multi-zone thermal profiling melts the solder to form reliable connections without stressing the components.
Following reflow, the boards are cut at the Lamp Board Cutting stage and prepped for wire joining during Precision Welding. Hand or robotic General Assembly integrates protective housings, silicon diffusers, or waterproof extrusion jackets. Completed strips are routed to Aging Test Stations, where they operate continuously under maximum load for 24 to 72 hours. This process helps identify and weed out components susceptible to infant mortality. Finally, the products undergo Spectrometric Testing for color rendering index (CRI), color temperature (CCT), and luminous flux before being spooled on the Reel Rolling Station and transferred to Final Packaging.
The development of linear LED technology is shifting from simple illumination toward intelligent, high-density systems. In the architectural sector, the demand for invisible light sources has accelerated the development of COB (Chip-on-Board) and CSP (Chip Scale Package) form factors. By eliminating plastic sub-mount packaging and wire bonds, CSP technology reduces the distance between LED dies, enabling dot-free linear output even in shallow aluminum profiles.
At the same time, the industry is moving beyond standard CCT (Correlated Color Temperature) models toward dynamic spectrum systems. This includes Warm Dimming (1800K–3000K) and Tunable White (2700K–6500K) setups that mimic natural light cycles to support human circadian rhythms. These systems require advanced multi-channel drivers and controllers, alongside high-density LED arrays, to deliver smooth transitions without shifting off the blackbody locus.
For enterprise-level project planning, relying on simple "lifetime estimates" is insufficient. Engineering specifications require LM-80 test data from semiconductor suppliers, which measures lumen maintenance over thousands of hours at specific case temperatures (e.g., 55°C, 85°C, and 105°C). Through TM-21 calculation protocols, designers project the L70, L80, or L90 lifetime metrics. Premium manufacturers back their performance claims with these reports, ensuring that installations retain at least 90% of their initial output over their planned service life.
Future development will also focus on integrating smart control protocols. Wireless technologies like Matter over Thread are joining traditional wired setups like DALI-2 and DMX512/RDM. These options allow for detailed monitoring of energy consumption, thermal performance, and diode health, helping facilities manage preventive maintenance and lower operational costs in commercial properties.
For B2B buyers, distributors, and specifiers, evaluating global suppliers requires analyzing several key performance indicators. The following table provides a checklist for auditing linear lighting manufacturers, distinguishing basic assembly shops from high-reliability production facilities.
Verify that FPCBs use at least 2oz (preferably 3oz) rolled-annealed copper. Thicker copper layers reduce voltage drops, maintain color consistency across long runs, and improve thermal management.
Confirm the manufacturer uses single-bin selection policies for individual production runs. This ensures consistent color matching (within 3-step SDCM) across multiple project phases.
Look for factories equipped with integrating spheres, goniophotometers, IP waterproof test bays, and environmental chambers. Relying on third-party verification for daily production batches introduces quality risks.
Ensure products are tested with major driver ecosystems (such as Mean Well, Inventronics, or Lifud) and support common dimming standards (0-10V, Phase-cut, DALI, DMX) without flickering.
Navigating global compliance standards is essential for legal entry, liability protection, and structural safety. Different markets impose distinct certification requirements that manufacturers must satisfy before distribution:
Addressing the technical, operational, and financial queries of enterprise buyers.
The copper weight (typically 1oz, 2oz, or 3oz per square foot) directly affects electrical resistance and heat dissipation. A thicker 3oz FPCB offers lower internal resistance, reducing voltage drop over long linear runs. This prevents dimmed sections at the end of the line and provides a larger heat-sinking path, which helps lower diode junction temperatures and extend product lifespan.
SMD (Surface Mount Device) strips use discrete LED packages soldered onto the FPCB, which can create visible light spots (pixelation) when installed without diffusers. COB (Chip-on-Board) strips place the semiconductor dies directly onto the PCB, covered by a continuous line of phosphor-doped silicone. This creates a uniform, dot-free line of light, making it suitable for reflective surfaces or shallow profiles.
The company implements strict binning protocols, sourcing LEDs from single-bin selections within 3-step (or optionally 2-step) MacAdam Ellipse tolerances. In-house testing using integrating spheres ensures that color parameters match across different production lots, protecting large-scale projects from variations in hue or light quality.
For IP65 to IP68 ratings, the factory uses advanced silicone co-extrusion technology. Unlike PVC casing, which can yellow, harden, and crack under UV exposure, silicone co-extrusion remains flexible, resists chemical damage, and maintains optical clarity over time, protecting components in outdoor and marine environments.
Each production run goes through a standard testing sequence: automated optical inspection (AOI) after SMT, operational tests during assembly, a continuous aging test (24 to 72 hours), and final spectrometric analysis to verify CCT, CRI, and lumen output before packaging.
Architectural lighting elements, smart-controlled neon options, and high-performance solutions for commercial environments.