Explore our core engineering lineup designed for high-performance architectural, residential, and commercial integrations.







The global lighting paradigm is undergoing an unprecedented structural transition. The imperative of net-zero carbon operations, coupled with soaring grid electricity tariffs and municipal climate legislation, is accelerating the adoption of self-contained solar-powered illumination systems. Architectural, commercial, and industrial stakeholders no longer view solar lighting as a niche luxury, but as a critical infrastructure strategy.
Historically, solar lighting suffered from technological constraints—principally inefficient low-conversion solar plates, low battery lifespans, and rudimentary charge controllers. Today's commercial solar engines are highly sophisticated systems combining Monocrystalline PV cells with conversion efficiencies surpassing 22.5%, Smart Maximum Power Point Tracking (MPPT) logic controllers, and high-stability Lithium Iron Phosphate (LiFePO4) thermal management solutions.
Modern commercial specifications demand systems that integrate perfectly with IoT smart cities. Our engineering framework focuses on high-precision optical lenses, solid-state LED arrays, and advanced solar engines that maximize the structural return on investment (ROI) for global B2B projects.
Commercial and industrial lighting procurement requires rigorous compliance, predictable timelines, and precise customization capabilities.
For international Engineering, Procurement, and Construction (EPC) contractors and lighting distributors, procurement goes far beyond matching simple aesthetic demands. Critical project calculations rest on rigorous metrics such as the unified glare rating (UGR), thermal decay profiles, and comprehensive ingress protection ratings.
Furthermore, sourcing commercial lighting from overseas factories poses quality consistency risks. Standard operations must comply with rigorous certifications such as UL 1598 (for luminaires), CE, ETL, and wet-location IP ratings. Buyers must navigate long manufacturing cycles, unstable component supplies, and the lack of proper testing data sheets (IES files, TM-21 reports).
Another major challenge in sourcing is the real-world performance warranty. While many vendors claim five-year lifespans, the actual degradation of low-grade capacitors and LED chips occurs much sooner. Leading manufacturers mitigate these risks through vertically integrated component sourcing, certified SMT manufacturing, and standard high-temperature aging chambers that simulate operations in extreme environments.
AICC Expert Tip: When evaluating factory specifications, ensure the supplier provides verified thermal tests and LM-79 photometric test reports from CNAS accredited labs to guarantee luminous flux consistency over long operating horizons.
| Lighting Specification Metric | Commercial Grade Requirement | Industrial Grade Requirement | Marine & Coastal Grade Requirement |
|---|---|---|---|
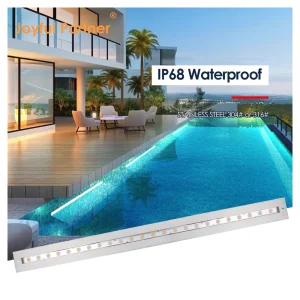
| Ingress Protection (IP) | IP54 - IP65 dust and moisture resistant | IP66 - IP67 high-pressure jet proof | IP68 complete continuous submersion |
| Corrosion Resistance | Standard anodized aluminum | Anti-corrosion powder coating | C5-M marine-grade specialized finish |
| Luminous Efficacy | 120 - 140 lm/W system efficacy | 140 - 180 lm/W high performance | 130 - 160 lm/W deep optical shielding |
| Operating Temperature | -20°C to +50°C standard environments | -40°C to +65°C industrial applications | -30°C to +60°C high humidity zones |
| Color Rendering Index (CRI) | Ra ≥ 80 (standard residential/office) | Ra ≥ 70 (high efficacy industrial yards) | Ra ≥ 90 (specialized architectural washes) |
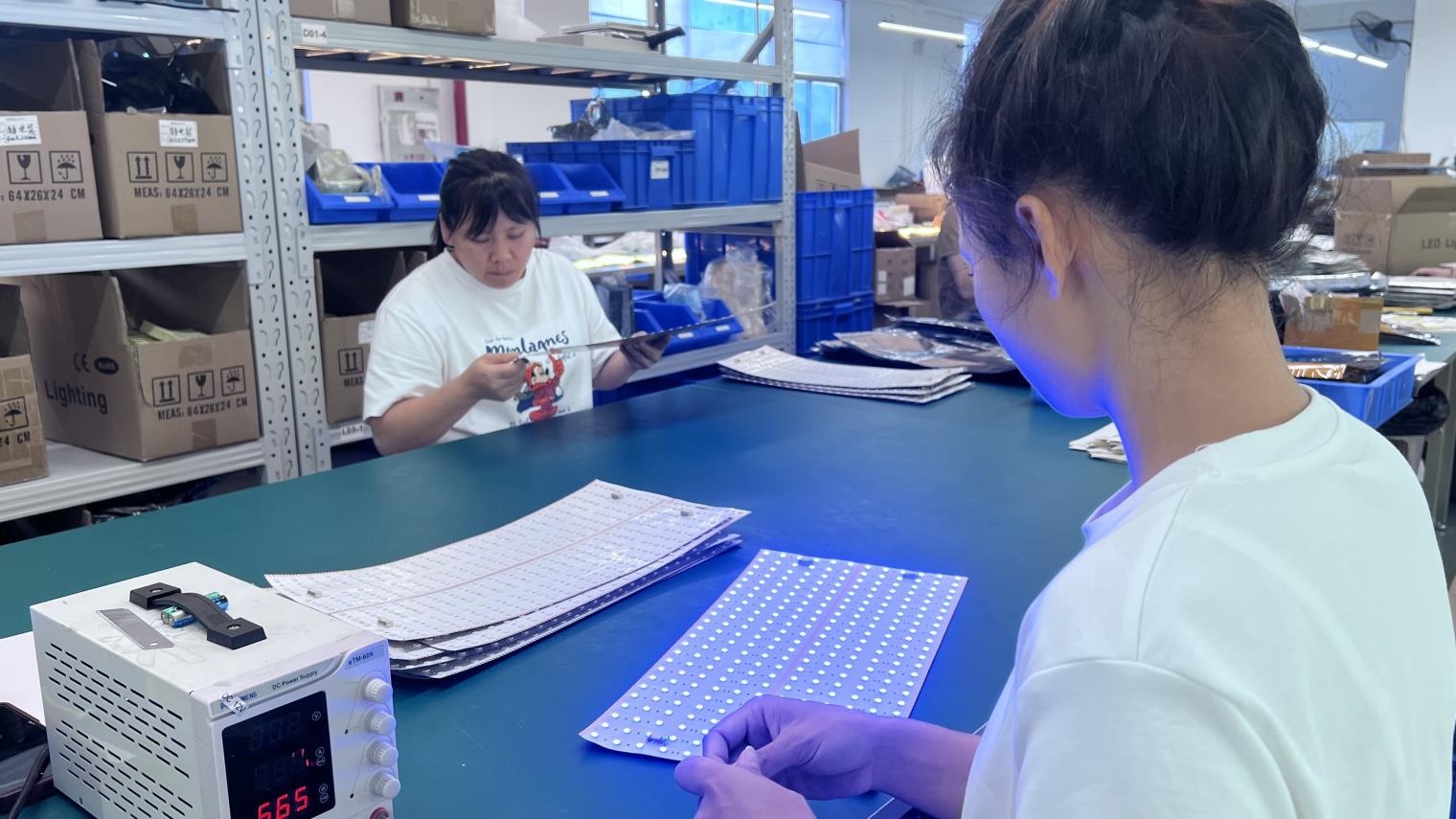
A benchmark of structural manufacturing power and high-efficiency automation in the global lighting hub of Foshan.
Established in 2006, Foshan Jable Light Co., Ltd. has developed into a premier professional lighting manufacturer, focusing on the research, development, production, and marketing of high-performance fixtures. Operating from a modern industrial complex exceeding 20,000 square meters, the company deploys more than 300 skilled technicians and engineers.
Our production facilities are equipped with 8 advanced manufacturing lines covering metal stamping, aluminum spinning, precision injection molding, electrostatic powder coating, and final product assembly. With an annual turnover exceeding USD 30,000,000, the factory maintains a steady annual capacity expansion of approximately 30% to meet global commercial demand.
Quality reliability is maintained through rigorous compliance with the TÜV ISO9001 quality management system and structured 7S operational management guidelines at every stage of production. From incoming raw materials to final packaging, each product is subjected to comprehensive electronic and optical testing.
Our product lineup carries all major international safety and performance certifications, including ETL & CETL, UL, CE, and IP44/IP66 ratings. This regulatory compliance guarantees that our products can be directly integrated into municipal and high-security projects throughout North America, Europe, and the Middle East.
Our engineering division supports full OEM/ODM customizations. We supply comprehensive testing documentation, direct IES integration support, photometrical layout designs, and step-by-step installation guides for architects and contractors.











Adapting optical, mechanical, and solar configurations to ensure high performance in extreme locations and harsh conditions.
Deploying luminaires internationally exposes equipment to extremely varied stresses. For instance, installations in Middle Eastern desert areas must handle extreme heat, which accelerates the thermal decay of low-quality capacitors and causes LiFePO4 battery degradation if proper thermal design is missing. Our systems incorporate passive heat-sink fins and smart charge controllers that throttle current to protect internal components.
Conversely, sub-zero deployments in North American or Scandinavian regions require heating jackets on batteries to maintain charge acceptance. Our engineering team customizes these components to keep operations stable down to -40°C. For coastal environments, we use marine-grade anodized aluminum housings to prevent corrosion from salty sea air.
Our solutions bridge the gap between heavy industrial reliability and delicate architectural design. For example, our linear uplights feature optical glass diffusers that provide glare-free illumination for modern building facades and plazas.
Developing IP68 lighting structures requires highly stable resin filling techniques. By eliminating air pockets inside the fixture, our inground and underwater strip series resist long-term water pressure and prevent seal failures caused by temperature cycles.
Direct answers from our senior engineering team on thermal management, battery life, compliance, and custom project support.
Engineered for high-end retail, smart offices, dynamic building facades, and specialized home applications.