Engineered to meet rigorous performance thresholds across demanding commercial, clinical, and industrial sectors.





A comprehensive assessment of supply chain evolution, engineering standards, and vertical integration in industrial luminaire development.
In the contemporary B2B commercial lighting architecture ecosystem, procuring engineers and project stakeholders face multi-faceted logistical, regulatory, and mechanical challenges. Sourcing off-the-shelf luminaire solutions often results in systemic misalignment in structural configurations, optical profiles, and thermal performance thresholds. Sourcing custom-built Original Equipment Manufacturer (OEM) fixtures provides the precise engineering capability necessary to meet strict project specifications.
Foshan Jable Light Co., Ltd. (founded in 2006) stands at the nexus of high-end optoelectronic technology, product research, and manufacturing. Spanning a state-of-the-art facility of over 20,000 square meters in Foshan, China, and utilizing a workforce of more than 300 highly specialized technicians and manufacturing professionals, Jable Light bridges the gap between pure research prototypes and rugged, high-volume production deliverables. Generating a turnover exceeding USD 30,000,000 annually, Jable maintains a consistent 30% year-on-year developmental capacity growth rate. This structural trajectory satisfies the scalability expectations of global distributors, EPC contract developers, and multinational corporate builders.
"Under modern B2B procurement models, custom OEM luminaire design is no longer a simple mechanical integration. It has evolved into a comprehensive system of optoelectronic optimization, smart driver calibration, and thermal management."
To ensure high optical efficiency and long-term operating durability, Jable Light maintains vertical control over core processes, from raw material inspection to final reflow welding, circuit testing, and high-voltage burn-in routines. The integration of high-reliability component suppliers, including drivers from industry-recognized manufacturers such as MeanWell, Lifud, and Inventronics, alongside optical engines using Cree, Osram, and Samsung chip arrays, ensures that all custom fixtures maintain excellent lumen stability throughout their operational life.
Visualizing our operational capacity, infrastructure scale, and global quality control footprint.
How we address the complex mechanical, thermal, and optical challenges of architectural, healthcare, and industrial applications.
Support for DALI-2 (DT6/DT8), Zigbee, Bluetooth Mesh, Casambi, and Matter control interfaces. Our fixtures integrate seamlessly with Building Management Systems (BMS).
Engineered with high-conductivity ADC12 die-cast aluminum alloys and distinct thermal pathways, keeping chip junction temperatures below 75°C for slow lumen depreciation.
Optimized 5-CCT color-tuning arrays alongside specialized optics (UGR < 19) to meet human-centric lighting (HCL) directives in medical and educational installations.
Modern commercial project specifications demand customized structural and electrical solutions. Our design teams configure fixtures to match the environmental conditions of each project site:
A transparent look at the production stages inside Foshan Jable Light's modern facility.

Raw Materials Storage

SMT Production

Reflow Welding

Lamp Board Cutting

Welding Stage

General Assembly

100% Aging Test

Reel Processing
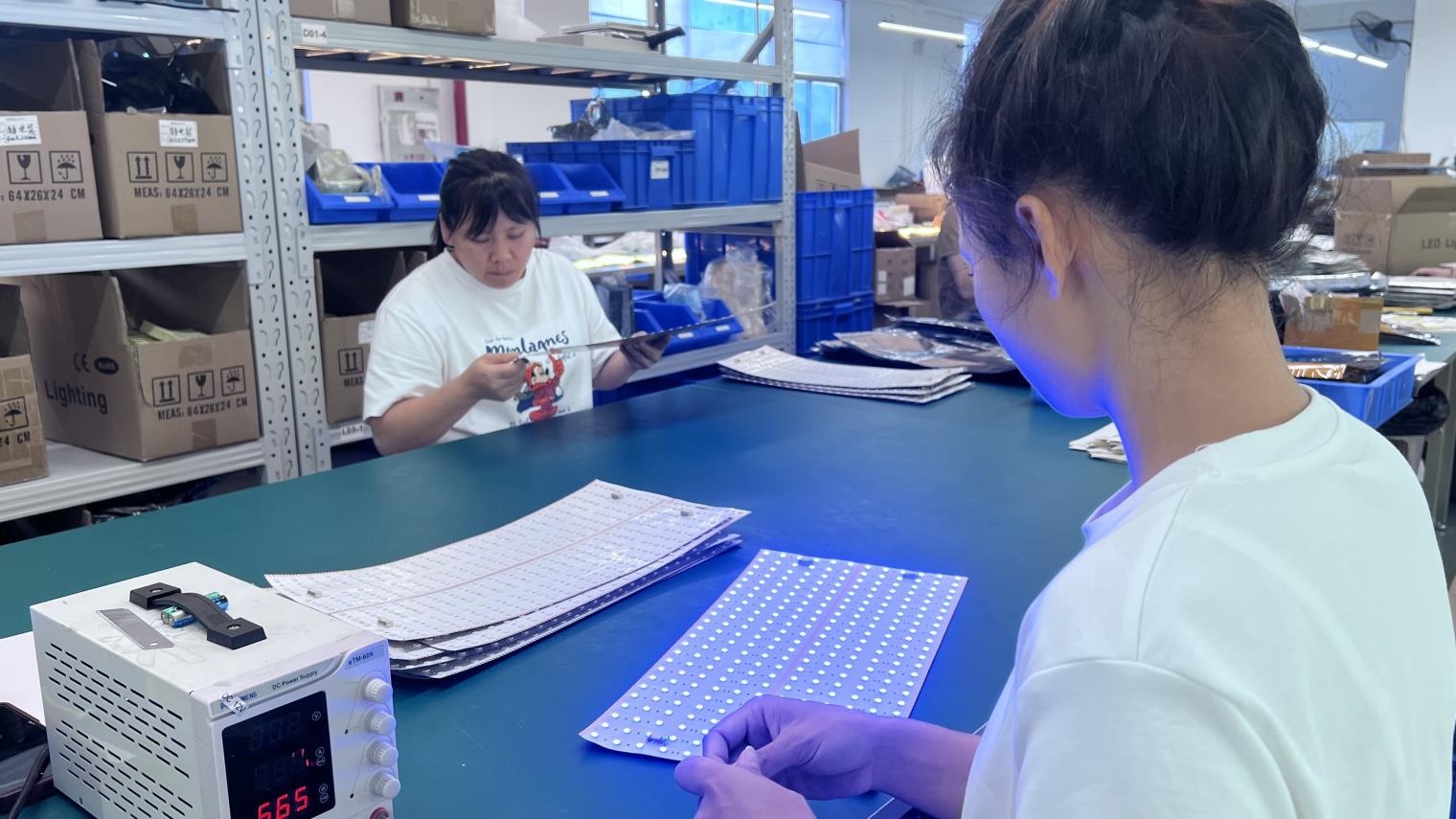
Optoelectronic Testing

Packaging & Protection

High-Speed SMT Machine

Reflow Soldering Machine
Ensuring cross-border compliance and electrical reliability through independent audits and rigorous performance testing.
Entering international markets requires strict compliance with local safety and efficiency standards. Foshan Jable Light Co., Ltd. maintains a quality assurance framework audited under the TÜV ISO9001:2015 quality management standard, operating alongside a structured 7S workshop environment management methodology to eliminate production errors and protect staff safety.
Depending on the destination market, Jable's OEM luminaire configurations carry several major international certifications:
Our Quality Control department conducts 100% burn-in testing of all finished drivers and fixtures for 24 to 72 hours under high ambient temperatures. This process screens out early-stage semiconductor failures, helping to lower warranty claim rates to less than 0.3% over the typical 5-year operating lifespan.
From initial design sketches and optoelectronic simulation to raw material sourcing and full-scale factory production.
Our design team creates 3D CAD files and runs DIALux optical simulations to predict footcandle distribution, lux levels, and glare performance before production starts.
We create physical prototypes through CNC machining, spin-forming, and rapid SMT setups. These samples undergo thermal, photometric, and waterproof testing inside our laboratories.
After approval, we begin full production across 8 automated assembly lines. Orders are packed securely to withstand ocean freight shipping and delivered to your destination port.
Technical guidance on custom luminaire manufacturing, compliance standards, and lead times.
Explore our linear tracks, flexible strips, and high-performance cleanroom and surgical fixtures.








