High-performance engineering-grade LED luminaires sourced directly from advanced manufacturing hubs. Engineered for performance, certified for global integration.
The global commercial lighting sector has undergone rapid shifts, moving from basic luminaire distribution to high-efficiency, intelligent solid-state lighting ecosystems. In this space, T8 LED tubes remain the standard for commercial office retrofitting, heavy industrial manufacturing illumination, parking garages, and large-scale retail environments. Sourcing from Chinese T8 LED manufacturers is no longer merely a low-cost play; it is a search for supply chain flexibility, manufacturing speed, and engineering support.
When searching for the optimal partner, procurement agents must evaluate China's key lighting production zones. Each region operates with a distinct industrial makeup:
Case Study: Foshan Jable Light Co., Ltd. – Standardizing Quality Assurance at Scale
Foshan Jable Light Co., Ltd. stands as a primary example of modern manufacturing inside the Foshan cluster. Established in 2006, Jable Light has evolved into a leading professional lighting manufacturer, specializing in the research, development, production, and marketing of a wide range of high-quality lighting fixtures. Headquartered in Foshan, the company operates a modern factory covering over 20,000 square meters and employs more than 300 skilled workers.
The manufacturing infrastructure is built for high throughput and consistent reliability. The factory is equipped with 8 advanced production lines, covering specialized metal stamping, spinning, high-precision injection molding, automated powder coating, and general assembly. This vertical integration allows Jable Light to control lead times, customize dimensions, and maintain an annual turnover exceeding USD 30,000,000. Their production capacity continues to scale by approximately 30% each year, driven by steady demand from North American and European distributors.
At Jable Light, the commitment to winning the market rests on three pillars: exceptional service, superior product quality, and competitive pricing. The organization operates under a strict 7S management system and maintains compliance with the TÜV ISO9001 quality management system. To meet strict regulatory standards, their products have obtained multiple international certifications, including ETL, cETL, UL, CE, and IP44, ensuring safety, reliability, and environmental compliance.
Through continuous R&D, Jable Light develops energy-efficient, stylish, and durable lighting solutions for residential, commercial, and industrial applications. By expanding their global presence and collaborating with international partners, Jable Light continues to deliver professional-grade lighting systems designed for challenging operations.
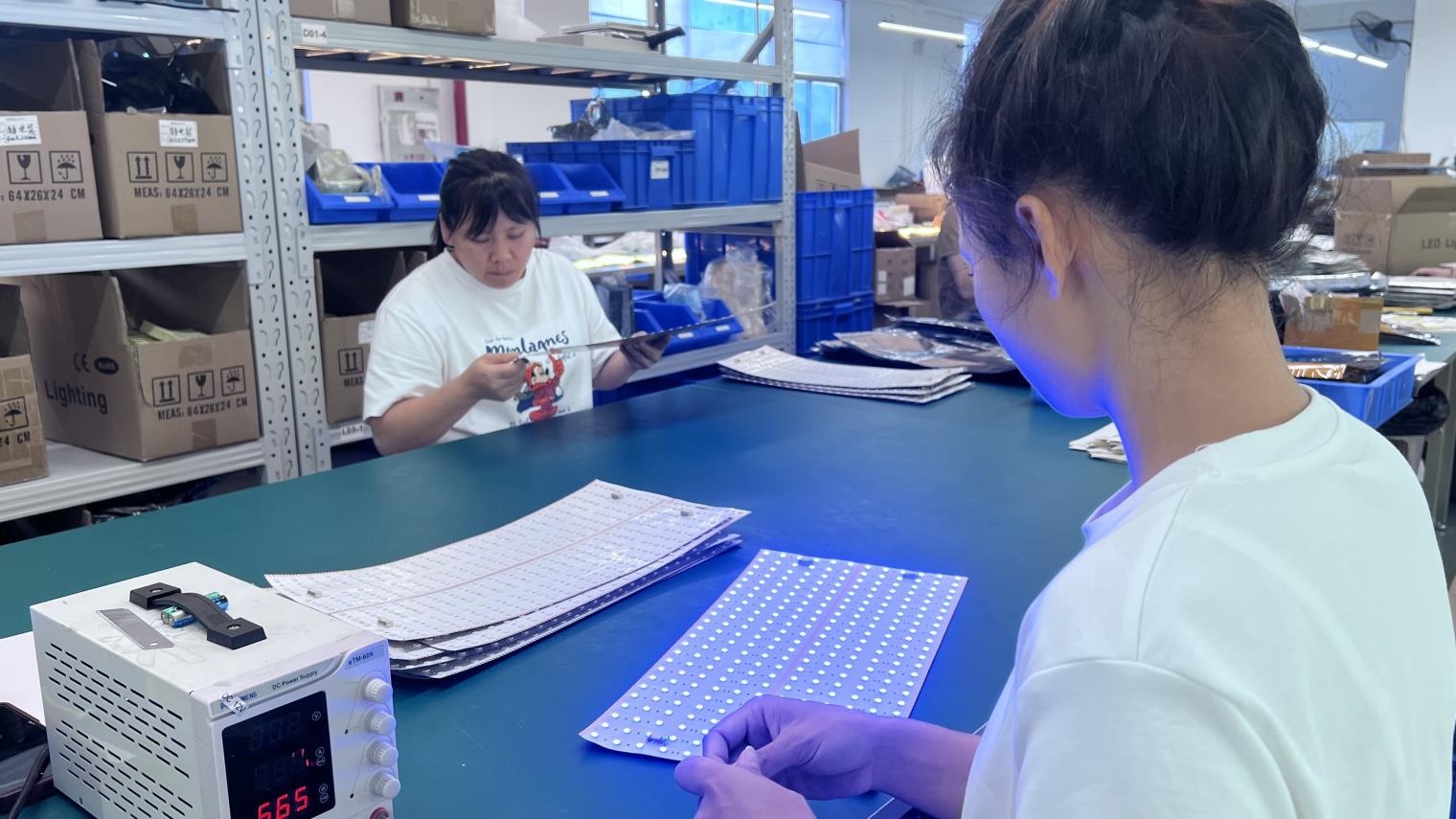
A visual look into our advanced manufacturing steps, showing the journey from raw materials to final certified packaging.











A successful sourcing plan depends on defining exact engineering parameters. Buying standard replacement T8 tubes without checking electrical components often leads to driver failure, thermal runaway, or color shifting. Below are the key technical points our engineering partners look for:
Specify Isolated Drivers for premium applications. Isolated designs protect the LED array from mains surge transients up to 4kV. Check that the driver uses capacitors rated for at least 10,000 hours at 105°C (such as Rubycon or NCC) to ensure a long operating lifespan.
Avoid pure glass configurations in high-vibration or extreme temperature environments. Choose Aluminum backplanes with Polycarbonate (PC) diffusers. The thick aluminum backplane serves as an integrated heat sink, maintaining junction temperatures below 65°C.
Request 3-Step MacAdam Ellipse sorting to prevent color temperature shifts between production runs. Ensure a minimum color rendering index (CRI) of Ra > 80 for office use, or Ra > 90 for retail and precision manufacturing environments.
Before issuing an RFQ, choose the wiring configuration that matches your project requirements:
| Wiring Class | Ballast Status | Installation Safety | Efficiency Rating | Best Application Scenario |
|---|---|---|---|---|
| Type A (Plug & Play) | Requires Ballast | High (Simple insertion) | Moderate (Ballast losses) | Rapid retrofit projects with functional ballasts |
| Type B (Direct Wire) | Bypasses Ballast | Moderate (Requires rewiring) | Maximum (No ballast loss) | Long-term commercial upgrades, lower maintenance |
| Type C (External Driver) | External Driver | High (Low voltage at sockets) | Excellent (Optimized external driver) | Premium corporate layouts with advanced controls |
| Dual Mode (Type A+B) | Compatible / Bypass | High (Flexible) | Variable | Multi-phase retrofits with older building stock |
Commercial T8 lights are crucial elements of facility infrastructure. Designing a system requires balancing energy savings, maintenance schedules, and workplace safety requirements.
Industrial warehouses operate with high ceilings and extended runtimes, often running 24/7. In these environments, luminaire failures quickly lead to higher maintenance costs due to the need for scissor lifts. Sourcing rugged Type B T8 LED lights with high-efficacy SMD chips reduces power draw while keeping illumination levels above 300 lux at ground level. Built-in motion sensor T8 configurations can also dim down to 20% output during quiet hours to save additional energy.
Cleanroom environments demand lighting that is free of electromagnetically disruptive noise and easy to clean. Precision electronics manufacturing requires T8 fixtures with zero radio-frequency interference (RFI) emissions, keeping production lines compliant with FCC Part 15 class B standards. Additionally, the housing must resist chemical cleaning agents used during sterilization cycles.
Office spaces prioritize low-glare, flicker-free light to maintain employee focus and comfort. Utilizing Type C T8 systems with dimming capabilities (0-10V or DALI) allows facility managers to tie lighting levels to natural daylight cycles. Choosing fixtures with a Unified Glare Rating (UGR) below 19 helps prevent eye strain and meets modern indoor building standards.
A reliable supplier must show complete control over the manufacturing process. Working with a partner who handles assembly without testing materials can lead to unexpected field failures. The quality assurance pipeline should cover the following steps:
Automated high-speed SMT placement machines place LED chips on the PCB with precision. Solder paste thickness checks and optical inspections (AOI) confirm the electrical integrity of every solder joint before reflow.
Reflow soldering lines must maintain a precise thermal profile to prevent thermal shock to the LED packages. Incorrect heating rates can compromise the silicone seal on LED chips, causing early decay.
Completed tubes must go through an active aging rack for at least 24 to 48 hours. This process cycles the power from low to high voltage to reveal early component failures before packaging.
When reviewing potential partners, always request documentation of their quality controls. An established factory like Foshan Jable Light Co., Ltd. can provide complete test reports, including LM-79 (color and light distribution), LM-80 (LED chip lifetime), and TM-21 lumen maintenance projections, giving buyers confidence in their product specifications.
Advanced lighting products for diverse commercial uses, retail settings, and outdoor architectural applications.
Key considerations for international buyers sourcing industrial and commercial lighting products.