Explore our high-performance LED linear, strip, panel, and customizable flexible neon solutions engineered for longevity and absolute color accuracy.







A strategic guide on LED Neon Flex engineering standards, global supply chains, and industrial quality management.
For decades, traditional glass-tube neon dominated architectural signage and accent lighting. However, the architectural design ecosystem has undergone a significant transition towards Solid-State Lighting (SSL) technologies. Today's commercial-grade LED Neon Flex represents an engineering breakthrough, offering distinct advancements in luminous efficiency, thermal stability, installation flexibility, and environmental safety.
As corporate entities and architectural firms pursue sustainability certifications (such as LEED and BREEAM), selecting the correct linear lighting system has become a multi-variable engineering challenge. Beyond simple aesthetic appeal, modern projects require precise consideration of structural durability, color consistency, and control integration.
"High-performance LED Neon Flex systems are no longer merely decorative; they serve as structural architectural elements that demand strict compliance with international electronic, safety, and performance standards."
This document details the key criteria that procurement officers, lighting designers, and distribution networks must analyze when selecting a Tier-1 LED Neon Flex and custom linear lighting manufacturer.
Established in 2006, Foshan Jable Light Co., Ltd. is a leading professional lighting manufacturer specializing in the research, development, production, and marketing of high-performance architectural, commercial, and industrial lighting systems. Headquartered in Foshan, China—the global heartland of advanced lighting fabrication—our facility spans a state-of-the-art production floor of over 20,000 square meters and houses more than 300 highly trained technicians.
Jable Light operates 8 fully automated, vertically integrated production lines specializing in precision metal stamping, metal spinning, injection molding, electro-static powder coating, and robotic general assembly. This integrated setup ensures consistent batch-to-batch quality while maintaining production costs that are highly competitive. With an annual manufacturing turnover exceeding USD 30,000,000, our manufacturing scale grows by approximately 30% year-over-year to support the expanding technical requirements of the international commercial lighting market.
The global lighting market relies heavily on industrial clusters, with Foshan representing one of the most mature supply ecosystems in the world. Buying direct from a vertically integrated manufacturer in Foshan offers procurement benefits far beyond basic unit-cost savings:
Understanding emerging technology is critical for future-proofing bulk lighting procurements. Our R&D division has highlighted three dominant trends reshaping the industry:
Traditional, lower-cost LED neon strips utilize PVC (Polyvinyl Chloride) jackets. However, PVC degrades quickly under UV radiation, resulting in yellowing, cracking, and loss of light transmission within 12 to 24 months of outdoor exposure. Modern, high-end projects specify optical-grade silicone or polyurethane (PU) co-extrusion. Silicone provides superior UV resistance, maintains flexibility in extreme temperatures (-50°C to +150°C), and offers excellent resistance to saline environments, making it suitable for coastal and marine applications.
For applications where the light source is in close proximity to the viewer or highly reflective surfaces, eliminating the "dotting" effect is essential. Chip-on-Board (COB) technology addresses this by placing the LED dies directly on the PCB substrate under a continuous phosphor cover. This yields an uninterrupted, seamless band of light, even in low-profile aluminum extrusions or thin silicone jackets.
Modern architectural lighting is increasingly dynamic. Commercial projects require systems that interface with central Building Management Systems (BMS). Integration with DMX512, DALI-2, and wireless architectures (such as Zigbee or Tuya smart protocols) allows facilities to control dimming curves, execute CCT shifting (from 1800K warm candle-glow to 6500K daylight), and manage addressable RGBW pixel-chasing scenes.
Strategic frameworks tailored for developers, electrical contractors, and distribution networks.
For hotels, restaurants, and retail spaces, brand presentation relies on color rendering accuracy. We recommend specifying lighting with a minimum Color Rendering Index (CRI) of Ra>90 and R9>50, maintaining tight MacAdam Ellipse color consistency (SDCM < 3) to prevent visible variations between adjacent fixtures.
Outdoor exterior applications require protection against environmental factors. Systems should carry IP67 or IP68 ratings, backed by certified IK impact testing (IK08+). Dual-extrusion silicone casings protect against wind, moisture, and temperature fluctuations, ensuring consistent facade accents.
Reliable projects require international testing certifications. Our facility ensures compliance with TÜV ISO9001 quality management guidelines, UL standards for dry and wet locations, ETL, cETL, and CE markings, ensuring smooth approvals from local inspectors and code officials.
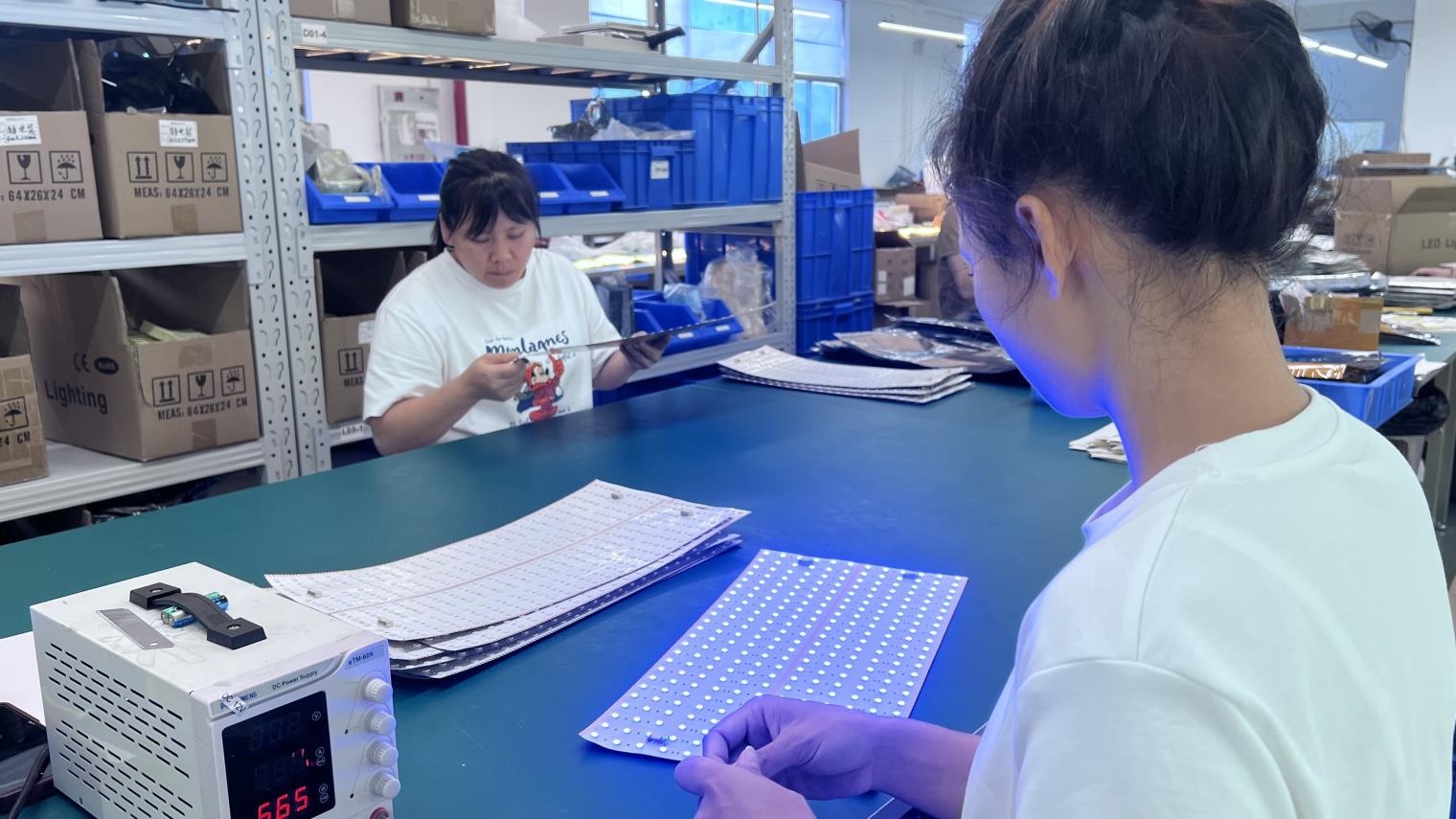
Jable Light utilizes 7S management and rigorous testing protocols across every phase of production, ensuring high-yield performance and product reliability.











In-depth answers to key architectural, logistical, and electrical engineering questions.
To prevent brightness dimming across long runs, we offer two main options. We utilize thicker, 3oz or 4oz double-sided pure copper PCBs to reduce circuit resistance. Additionally, we integrate Constant Current IC drivers directly onto the flexible PCB substrate. This configuration maintains uniform luminous intensity over single runs of up to 15 or 20 meters, powered from a single source.
Silicone co-extrusion provides excellent stability against environmental degradation. While PVC yellowing typically begins within 12 months under direct UV radiation, silicone is UV-stable and maintains its clarity and flexibility for over 5 to 7 years. Additionally, silicone is flame-retardant (UL94-V0 class self-extinguishing), resistant to ozone and chemical corrosion, and maintains its structural integrity in extreme environments (-50°C to +150°C).
Yes, custom engineering is a core part of our manufacturing process. We customize strip parameters including cutting lengths, specific power levels (W/m), target color temperatures (1800K to 10000K), high CRI values (Ra>95), narrow PCB widths, and custom silicone profiles. Additionally, we customize control protocols (such as DALI-2, DMX512, or wireless IoT control configurations).
Quality assurance begins with material inspection and testing of raw materials. Following automated SMT component placement and reflow welding, we perform optical scanning inspections. Every production batch then undergoes a continuous 24-to-48-hour burn-in / aging test. During this process, our quality control team tests for electrical stability, thermal distribution, and color consistency before packaging.
Explore our architectural ceiling panels, waterproof exterior wall washers, and specialized flexible aquarium illumination systems.