Explore high-efficacy luminaires designed for architectural, commercial, and industrial spaces, backed by our international certifications.





A deep analysis of technological iterations, procurement risks, and international engineering criteria.
The global portable and specialty LED lighting market has moved far beyond basic illumination. Today’s industrial operations, construction sectors, commercial offices, and high-tech cleanrooms require modular, energy-efficient, and highly ruggedized lighting systems. Achieving optimal lumination requires an integration of advanced semiconductor packaging, precision-extruded heat sinks, intelligent drivers, and smart control mechanisms (such as 0-10V dimming and DMX512 dynamic protocols).
As search engines adapt to evaluate content quality through E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) standards, the focus shifts toward providing real informational gain. This whitepaper analyzes the current engineering standards of top-tier portable and fixed LED fixtures, providing purchasing directors, logistics managers, and architectural specifiers with the decision-making framework needed to navigate global supply chains securely.
Procuring commercial lighting systems requires checking the longevity, thermal design, and electrical safety profiles of potential fixtures. When selecting a manufacturing partner, enterprise buyers assess specific technical metrics:
Matching fixture architectures with environmental stressors and lighting requirements.
Modern industrial facilities rely on high-bay and canopy lights that can withstand voltage fluctuations and operating temperatures ranging from -30°C to +50°C. Standard systems suffer from heat trapping, whereas UFO high-bays built on aluminum die-cast housings utilize convection paths to maximize chip life and maintain luminous flux over years of continuous operation.
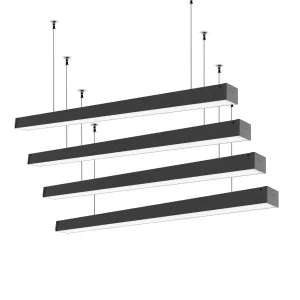
Architectural and office layouts demand visually comfortable, glare-free lighting configurations. Linkable 0-10V dimmable pendant linear lights allow buildings to synchronize light levels with natural sunlight, reducing energy bills. High-end skirting board linear lighting serves both safety functions and modern aesthetics in commercial lobbies.
Hospitals, pharmaceutical hubs, and semiconductor fabrication labs require specialized light fixtures. Cleanroom panel lights feature airtight, bevelled profiles with IP54 or higher ratings, preventing dust buildup, maintaining positive room air pressure, and resisting strong chemical cleaning agents.
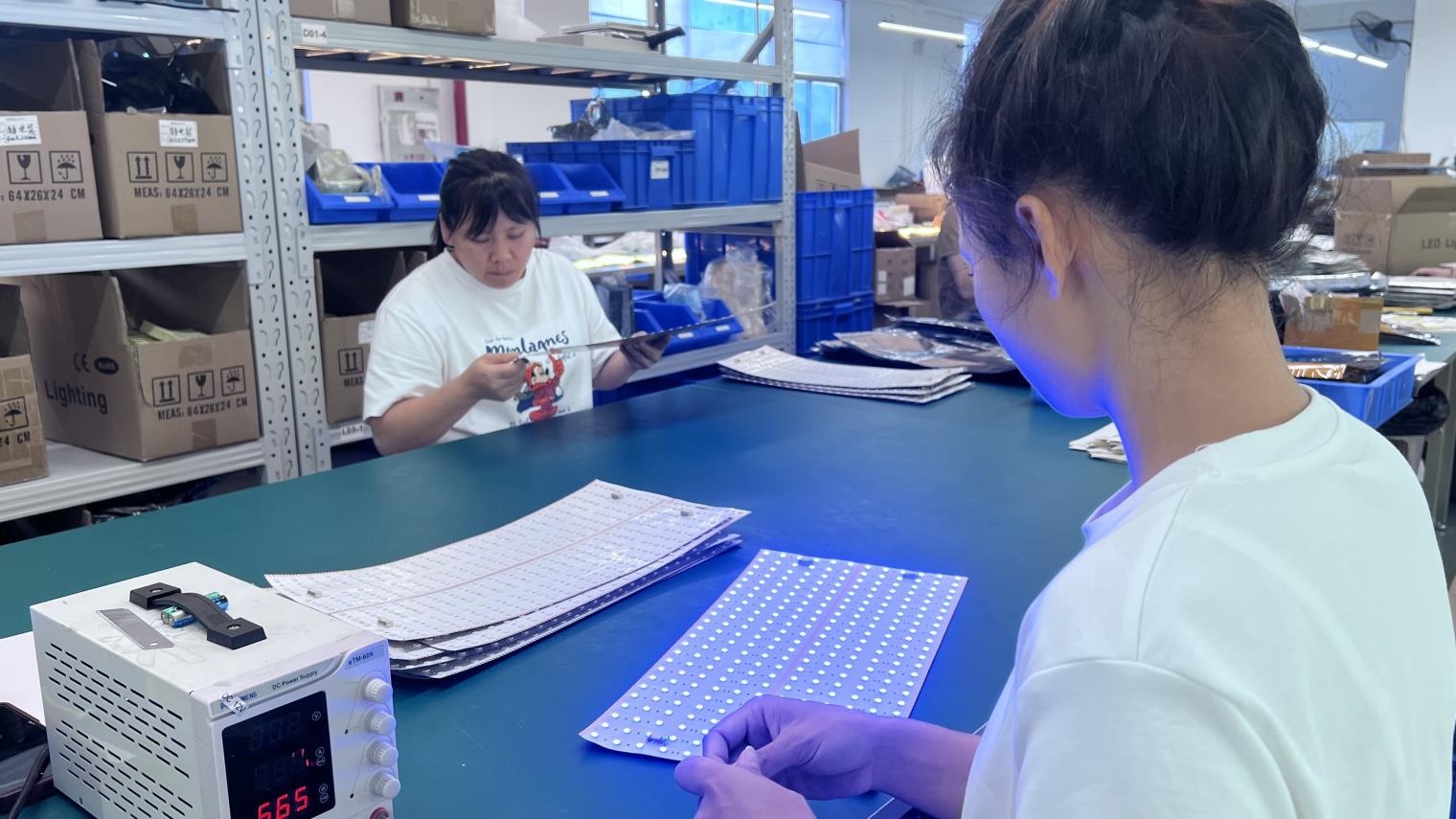
A look inside our 20,000 square meter ISO9001-compliant production facility.
Foshan Jable Light Co., Ltd. is a leading professional lighting manufacturer established in 2006, specializing in the research, development, production, and marketing of a wide range of high-quality lighting fixtures. Our company is headquartered in Foshan and operates a modern factory covering over 20,000 square meters, employing more than 300 skilled workers.
Our factory is equipped with 8 advanced production lines, including stamping, spinning, injection molding, powder coating, and general assembly, ensuring high efficiency and consistent product quality. With an annual turnover exceeding USD 30,000,000, our production capacity continues to grow by approximately 30% each year to meet the increasing demands of both domestic and international markets.
At Jable Light, we are committed to winning the market through exceptional service, superior product quality, and competitive pricing. We implement strict 7S management and maintain compliance with the TÜV ISO9001 quality management system. Our products have obtained multiple certifications, including ETL & CETL, UL, CE, and IP44, ensuring safety, reliability, and environmental compliance.
We continuously innovate to develop energy-efficient, stylish, and durable lighting solutions that cater to residential, commercial, and industrial applications. With a strong emphasis on customer satisfaction, we aim to become the preferred lighting partner for clients worldwide. Choose Jable Light as your trusted lighting supplier, and experience professional service, high-quality products, and unmatched reliability.











How our lighting architectures integrate with modern building management systems (BMS).
Modern building construction projects require lighting systems to act as data nodes. Integrated dimming drivers allow luminaires to adjust light output dynamically based on occupancy patterns and ambient sunlight levels. Jable Light products utilize industry-standard control topologies to ensure seamless integration:
To assist global procurement managers, Jable Light utilizes regional inventory centers. Our **Warehouse in Germany** ensures fast shipping to Western Europe, reducing transit times from weeks to days for urgent construction projects. By maintaining stock closer to our key distribution markets, we help buyers minimize shipping risks and avoid project delays.
Strategic development initiatives focused on decarbonization, materials engineering, and optical efficiency.
By aligning our product designs with the global transition toward carbon neutrality, Jable Light is continuously reducing environmental impact across the product lifecycle. Our product roadmap outlines the key benchmarks we aim to achieve by 2030:
Redesigning housing structures to utilize over 80% recycled aluminum alloys. Transitioning to biodegradable structural polymers and minimizing raw plastic usage helps lower the environmental footprint of our fixtures without compromising thermal conductivity or ingress protection.
Developing next-generation Gallium Nitride (GaN) driver circuits. GaN-based power supplies deliver up to 96% energy conversion efficiency, reducing heat generation, shrinking driver sizes, and extending component life under high operating temperatures.
Integrating Bluetooth Mesh and Zigbee controllers directly onto the LED circuit boards. This allows portable and architectural fixtures to connect automatically to smart networks, enabling wireless control, motion-based activation, and remote power monitoring.
Get answers to technical, logistics, and customization questions regarding commercial LED imports.
Every production batch undergoes a rigorous 24- to 72-hour continuous aging test under load to identify early component failures. Our quality team monitors the temperature of the heat sinks and the optical degradation of the LEDs, ensuring that every shipment complies with TÜV ISO9001 standards and maintains high output throughout its rated lifetime.
We maintain a constant inventory of standard fixtures at our Germany warehouse. For European distributors, this arrangement reduces delivery times to just 3-5 days. This inventory buffer helps protect project timelines against international shipping delays and sudden spikes in freight costs.
Our linkable linear lights feature universal 0-10V dimming drivers, which are compatible with most commercial dimmers and building automation networks. Additionally, we provide custom configurations supporting DALI-2 protocols or Zigbee wireless controllers upon request.
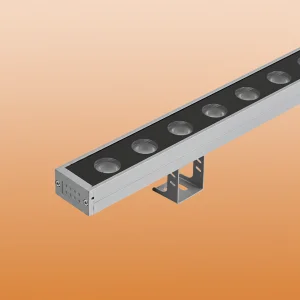
Our outdoor wall washers and floodlights are tested in automated environmental chambers to verify their IP65 and IP67 ratings. These tests ensure the silicone gaskets, waterproof cable entry points, and aluminum housings remain sealed against high-pressure water jets and heavy rain.
Yes, we design and manufacture RGBW and RGB+CCT panels and linear strips. These systems allow users to adjust white light temperatures between 2700K and 6500K, supporting custom color scenes to fit specific lighting requirements.
Our products hold multiple safety certifications, including UL and ETL listings for the United States and Canada, and CE, RoHS, and GS marks for Europe. This comprehensive compliance helps simplify the import process and ensures local electrical code approvals for your projects.
High-durability floodlights, wall washers, cleanroom panel arrays, and smart dynamic projection systems.